扁丝使用说明
尊敬的顾客:
您好,河南大成包装材料有限公司是国内的扁丝供应商,所产扁丝经过第三方SGS检测认证。公司采用环保电镀生产工艺,能生产各种型号尺寸扁丝,产品质量过硬,获得市场一直好评。镀锌、镀铜扁丝具有防锈、防蚀周期长的特性,特别是大盘扁丝适用各种全自动高速钉糊一体机。为了让贵公司在使用扁丝过程中更顺畅,生产更平稳,稳定产品质量,现初步提供了一份扁丝使用说明,希望能为您提供一些帮助,敬请阅览。
一、扁丝型号尺寸说明
目前国内钉箱机(国产+进口)大体上分为手动、半自动、全自动三种,因各钉箱机厂家设计尺寸不一样,导致所使用的扁丝型号差异很大,不但给钉箱机使用者带来麻烦,同样给扁丝生产者带来很多不便。但随着钉箱机设计制造水平的提升,未来使用通用型号扁丝和大盘扁丝是发展趋势。现将一般扁丝型号尺寸说明如下:
1、手动钉箱机,半自动钉箱机一般使用16#、17#、18#扁丝,相应尺寸为:
16#扁丝:宽度2.10mm,厚度0.75mm;
17#扁丝:宽度1.95mm,厚度0.75mm;
18#扁丝:宽度1.75mm,厚度0.75mm。
2、手动钉箱机,半自动钉箱机在北方省份还有一种介于17#与18#之间的扁丝,相应尺寸为:宽度1.90mm,厚度0.75mm。
3、全自动钉糊一体机使用特殊型号扁丝,相应扁丝尺寸一般为:
宽度1.95mm,厚度0.68mm;不能高于:宽度2.0mm,厚度0.7mm。
4、可以根据客户要求定做各种型号尺寸的扁丝。
二、钉箱机常见问题及解决办法
扁丝在表面光滑、尺寸与设备配比标准的前提下,钉箱机容易出现的问题及解决办法如下:
问题1:①成型块弹簧张力不够引起下钉处缺钉;②纸板太厚,与钉机机头尺寸不匹配,两个转弯太小引起打破面纸问题。
问题1解决办法:①更换或调整成型块及压簧;②调整船型底座或更换冲头;加压板预压面纸或加防爆器。
问题2:叉刀不快、磨损严重,送丝与冲头不在一条直线,折弯时容易变形冲断扁丝;送丝不到位都会引起断钉、缺钉问题。
问题2解决办法:更换或调整成型块及压簧。
问题3:①叉刀和断丝刀刀口磨损会出现切线口不好;底模不在中央会导致纸箱钉孔大。
问题3解决办法:①更换或维修切线刀;②调整底模到中央位置。
问题4:送丝长度不够,缠丝;
问题4解决办法:先检查挡线块,如果正常,送丝不够需要更换或调整送丝轮;如果送丝轮正常依然会有缠丝现象,调整挡线块位置。
问题5:卡钉(伺服马达报警)
问题5解决办法:①清理维护冲头、眼镜膜、钉头内腔;②如果扁丝尺寸超过设备送丝道宽度、有接头也会出现卡钉,需更换符合设备送丝道尺寸的扁丝。
备注:请客户常备一把千分尺,便于测量扁丝尺寸。
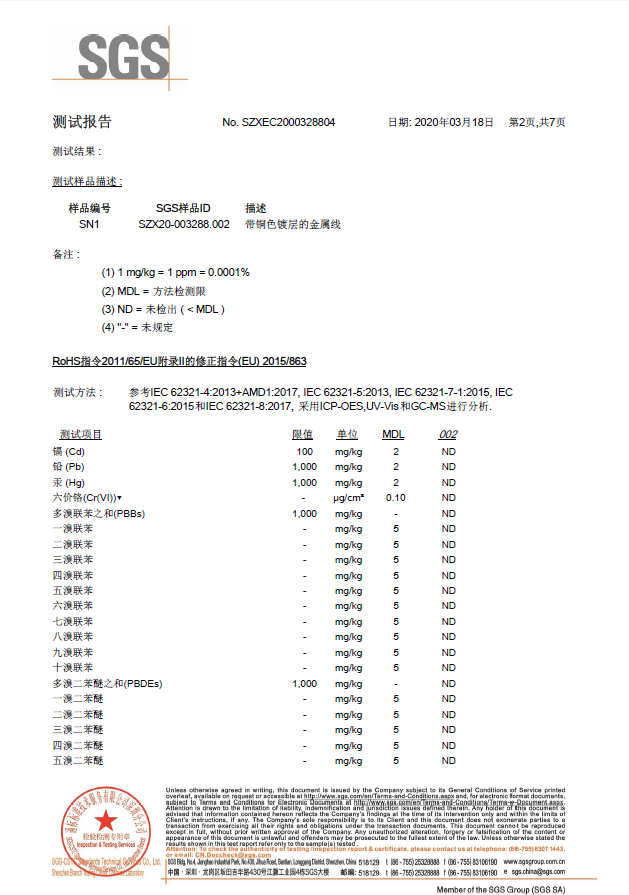
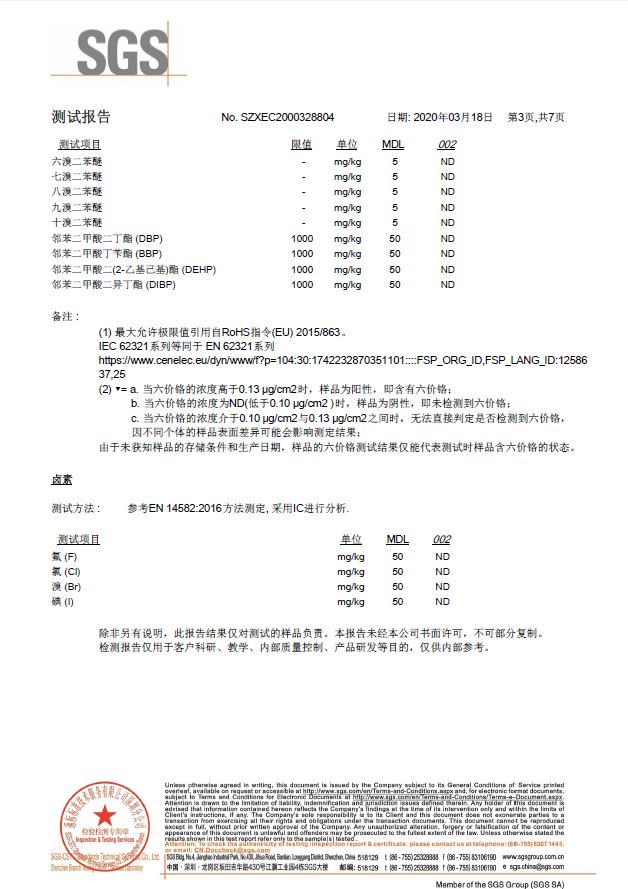
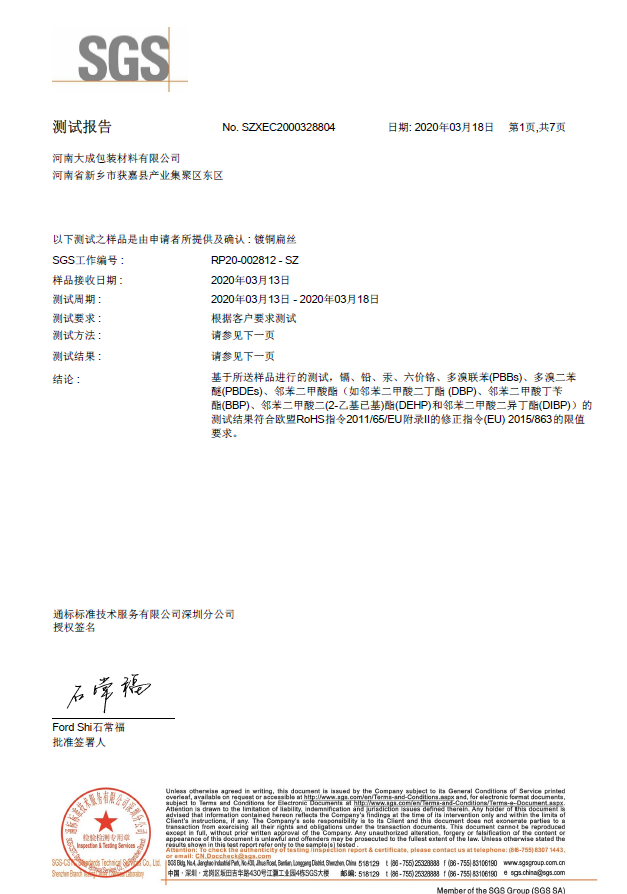
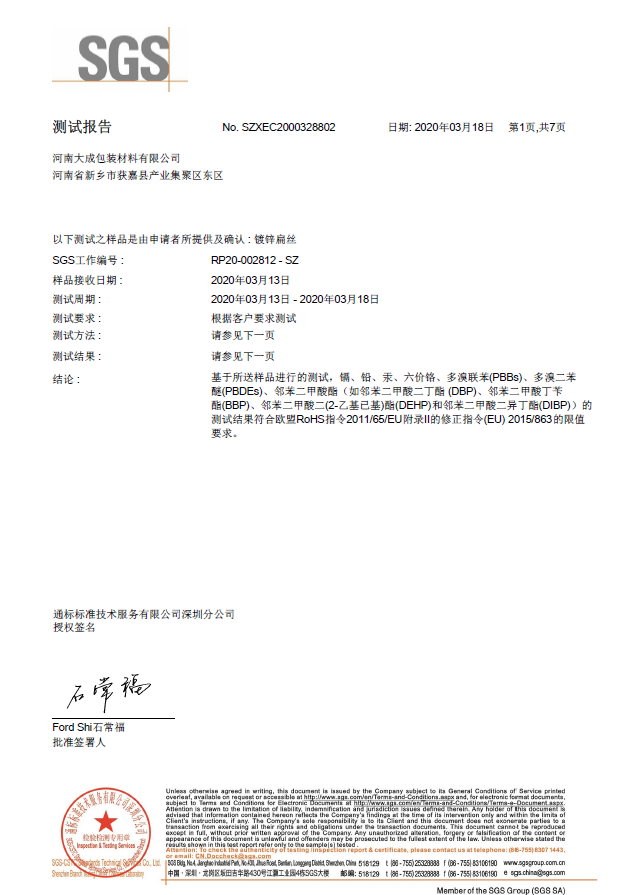
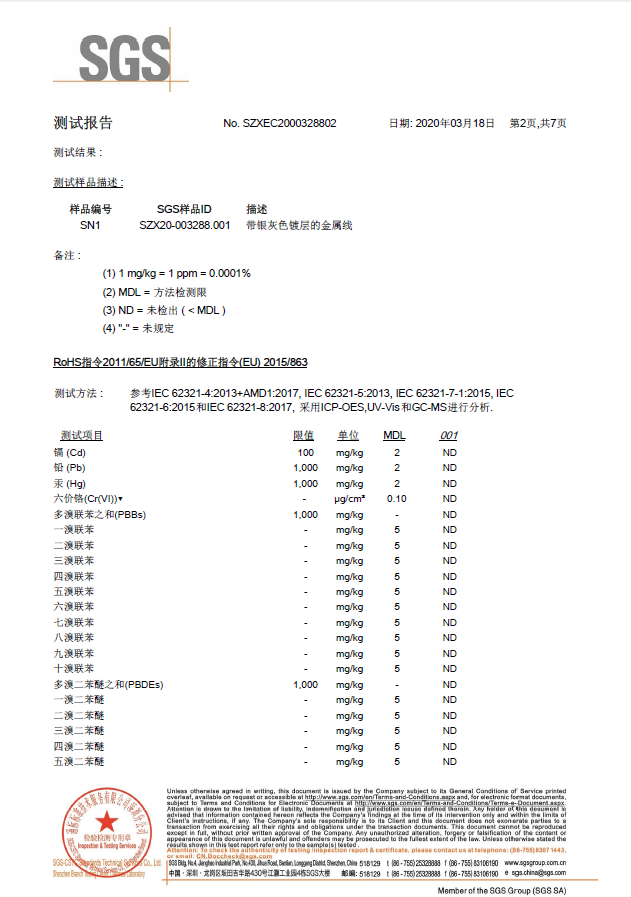
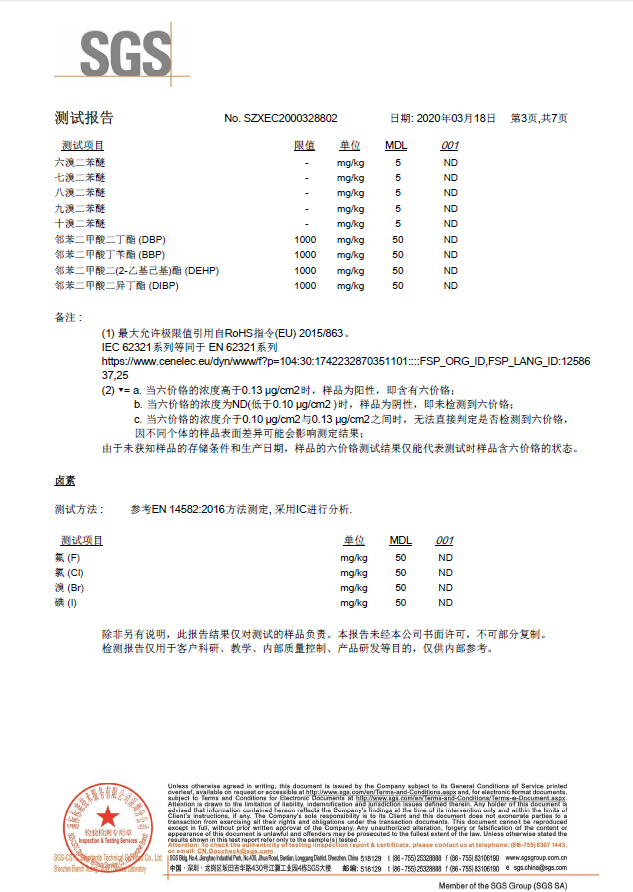
三、质量检测报告
1、镀锌扁丝SGS检测报告
2、镀铜扁丝SGS检测报告